激光測徑儀在輥棒行業全自動測量方案介紹
作者: 時間:2021-03-05 18:28:17

作者: 時間:2021-03-05 18:28:17
激光測徑儀全自動常用方案
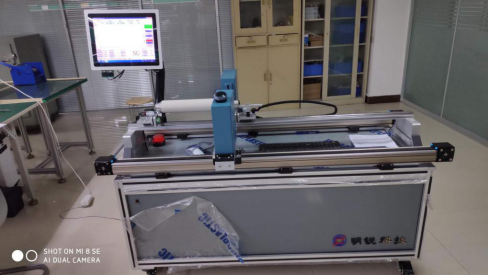
1.整裝設計示意圖
2、測量說明
1)激光測徑儀固定在精密滑動模組上,可以沿工件軸向位置水平移動。
2)工件軸頭一端放置在固定V型支架上,此V型支架軸承轉動帶動工件旋轉另一端V型支架可以沿滑動模塊水平移動,保證不同長短的工件都可放置測量。
3)控製係統控製測徑儀沿工件軸向移動,根據設定位置和測量點數,測徑儀行走到設定位置檢測,檢測完成顯示並存儲測量結果。
4)測量儀測量的數據:外徑、跳動等,數據可以保存。
3、測量指標
1)軸頭支撐外徑,4mm~10mm,外徑測量範圍8~25mm。
2)可測量輥長度:≤300mm。
3)分辨率:0.001mm;重複性:測徑儀決定。
4)可任意選擇10點以內位置進行自動行走測量。
兩個行走程序分為:1 設置幾點行走測量 2 整體不間斷行走測量
5)整機精度:0.001mm+測徑儀精度.
4、設備工作條件
電網電壓 交流220V±10% 50HZ
工作環境溫度 0℃~40℃
工作環境濕度 ≤85%
5、檢測方法
上、下料方式:客戶手動或者機械手臂放置工件。
檢測方式:工件在檢測裝置上連續自動檢測。
工件要求:無灰塵、毛刺等汙損。
6、報警功能
檢測出不合格工件采用(聲)光報警。
7、檢測缺陷統計
1.合格品數量:檢測的合格數量在計算機上可以顯示
2.不合格品數量:檢測的不合格數量在計算機可以顯示
8、 統計信息輸出
檢測信息可以輸出成EXCEL定製表格,客戶可定製。
9、常用軟件功能
1、軟件界麵顯示:
1)外徑值,跳動值,圓度值,測量位置。
2)測量外徑曲線圖,跳動曲線圖,圓度曲線圖。
3)測量數據分析,外徑最大值,最小值,差值,平均值;跳動最大值,最小值,差值;圓度最大值,最小值,差值。
4)OK/NG判定。
5)檢測數量。合格品及不合格品數量,合格率。
6)各型號指示燈。
7)操控自動工裝的各個功能(如:左移,右移,複位等等)
2、人機對話自定義編程並保存。型號規格設置存儲,方便測量時選擇,可添加刪除。
3、測量結果可通過EXCEL導出。
4、測量點位任意設定,點數最高10點,各點位可自編程標稱值,上下差,跳動,圓度等
5、軸承自行轉動,速度可編程。
6、測量移動速度可編程
7、自動判定OK/NG功能
8、校正功能,如發現有偏差可進入校正界麵進行校正。
9、自動/手動切換。
10、其它
1.電氣采用同步數據顯示裝置,計算機處理程序作為人機界麵,可直接對話框中輸入和修改工件設計的合格尺寸值。
2.根據工件特性設計操控軟件和人機對話界麵。
下一篇:最後一頁
 15617607396
15617607396 944908568@qq.com
944908568@qq.com 河南省鄭州市高新區紅鬆路36號龍鼎企業中心3號樓5樓
河南省鄭州市高新區紅鬆路36號龍鼎企業中心3號樓5樓 微信二維碼
微信二維碼